



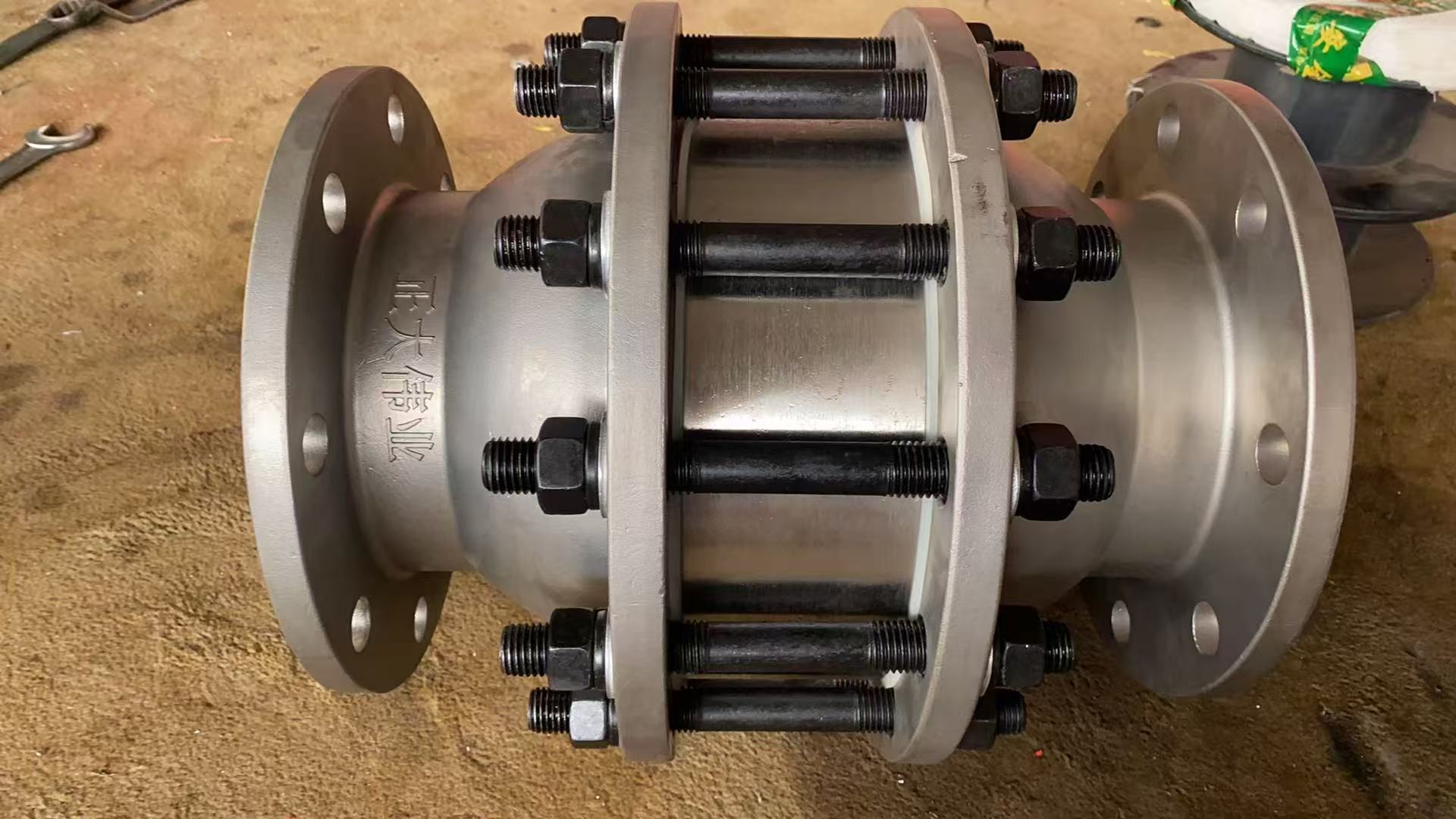
Линейный детонационный пламегаситель
Максимальный расход, малое падение давления
Легко чистится, не засоряется, не требует особого ухода.
Стандартный порт определения температуры
Легко устанавливаемый, съемный противопожарный барьер для удобного осмотра и обслуживания.
Двунаправленная структура
Поддержка фланцев ANSI, DIN и HG/T20592~20635-2009
Основная функция пламегасителя — не сброс давления, а гашение пламени. Он содержит специальный внутренний компонент (обычно «пламегасительный элемент», состоящий из металлических гофрированных полос или параллельных пластин) с большим количеством узких каналов.
Принцип его работы следующий: за счет использования теплопроводности металлического материала и «гашения» узких каналов тепло пламени быстро рассеивается. Это предотвращает поддержание пламенем температуры, необходимой для горения, при прохождении через пламегаситель, в результате чего пламя гаснет с одной стороны пламегасителя и не распространяется на другую.
Простая аналогия: это как высокоэффективный «фильтр пламени», который пропускает только газ и давление, улавливая и гася пламя.

Пламегаситель перехода от дефлаграции к детонации (ДДТ) / Детонационный пламегаситель
• Функция: Предотвращает распространение детонационного пламени. Детонация — это сверхзвуковая волна горения, сопровождающаяся интенсивными ударными волнами, которая чрезвычайно разрушительна. Давление и скорость детонационной волны значительно выше, чем у волны дефлаграции.
• Особенности: Его конструкция более прочная, чем у пламегасителей дефлаграционного типа, что позволяет ему выдерживать чрезвычайно высокое давление и ударную нагрузку. Обычно он тяжелее и дороже.
Процесс производства пламегасителей
Пламегасители используются для предотвращения распространения пламени и обеспечения безопасности оборудования, и широко применяются в таких областях, как нефтехимическая промышленность и газопроводы. Для обеспечения соответствия эффективности пламегасения стандартам необходим строгий контроль на каждом этапе производственного процесса.
1. Предварительная подготовка
Перед началом производства уточняются требования заказчика и определяется тип пламегасителя. Распространенные типы включают гофрированные пластины, металлическую сетку и набивные пламегасители. Материалы выбираются в зависимости от сценария применения, обычно это высокотемпературные и коррозионностойкие металлы, такие как нержавеющая сталь, алюминиевые сплавы и медные сплавы. После закупки материалов проводятся проверки состава, толщины и прочности для обеспечения соответствия отраслевым стандартам. Например, пластины из нержавеющей стали должны соответствовать требованиям GB/T 4237, имея предел прочности на растяжение не менее 520 МПа.
2. Обработка и формовка
Материалы нарезаются до заданных размеров, при этом погрешность контролируется в пределах ±0,5 мм. Для пламегасителей из гофрированной пластины используется гидравлический пресс для придания гофрирования определенному углу, с глубиной гофрирования приблизительно 1-2 мм и равномерным расстоянием между гофрами. Для пламегасителей из металлической сетки используется ткацкий станок для перекрестного переплетения металлических проволок; размер ячейки сетки регулируется в зависимости от скорости пламени и обычно составляет от 0,15 мм до 0,5 мм. Для пламегасителей с набивкой в оболочку заполняют металлические частицы или керамические шарики, при этом плотность заполнения должна достигать 1,2-1,5 тонны на кубический метр.
3. Блок огнезащитного сердечника
Гофрированные пластины или металлические сетки укладываются друг на друга и помещаются в оболочку, а позиционирующие штифты используются для фиксации слоев во избежание перекоса. Для насадочных пламегасителей после заполнения производят вибрационное уплотнение во избежание чрезмерных зазоров. При сборке контролируется герметичность сварных соединений корпуса, а для проверки скорости утечки используется гелиевый детектор, для которого требуется объем утечки менее 0,01 см³/с.
4. Обработка поверхности
Внешняя оболочка пламегасителя подвергается пескоструйной очистке для удаления ржавчины и покрывается термостойкой краской. Толщина покрытия составляет 80-120 микрон, и оно должно пройти 48-часовое испытание в солевом тумане, не отслаиваясь. Внутренний пламегасящий сердечник подвергается пассивационной обработке для предотвращения окисления металла. Пламегасители, используемые в некоторых особых условиях, требуют гальванического покрытия никелем для повышения коррозионной стойкости.
5. Тестирование производительности
Пламегасители должны пройти испытание на взрывоопасность и испытание на огнестойкость. В испытании на взрывоопасность поджигается смесь пропана и воздуха, чтобы проверить, проникает ли пламя внутрь. Испытание на огнестойкость включает непрерывное горение в течение 2 часов, при этом температура корпуса не превышает 400°C. Данные испытаний регистрируются, а несоответствующие изделия перерабатываются или утилизируются.
6. Контроль качества и упаковка
Соответствующие продукты маркируются такой информацией, как модель, дата производства и стандарты внедрения. При упаковке пламегаситель оборачивается пенопластом, а на внешней коробке наносится противоударная маркировка. Перед отправкой информация о заказе проверяется, чтобы избежать ошибок в модели или количестве.
7. Меры предосторожности
В производственном цехе необходимо поддерживать вентиляцию, а концентрация металлической пыли должна быть ниже 4 мг/м³. Сотрудники обязаны носить средства индивидуальной защиты и регулярно проходить обучение правилам безопасной работы. Отходы сортируются и перерабатываются, а сточные воды травильного цеха сбрасываются только после нейтрализации в соответствии со стандартами.
Производство пламегасителей может показаться простым, но на самом деле каждая деталь влияет на конечные характеристики. Например, отклонение на 2 градуса в угле гофрированных пластин может снизить эффективность пламегасения на 30%; погрешность в 0,1 мм в размере ячеек металлической сетки может позволить пламени проникать внутрь напрямую. Однажды один производитель использовал низкокачественный алюминиевый сплав для снижения затрат, что привело к расплавлению оболочки во время испытаний на огнестойкость и вызвало крупную аварию.
Регулярное техническое обслуживание производственного оборудования также имеет решающее значение. Датчики давления гидравлических прессов калибруются ежеквартально, а направляющие колеса пряжи ткацких станков заполняются высокотемпературным смазочным маслом ежемесячно. В помещении для контроля качества установлены высокоточные приборы, такие как инфракрасные тепловизоры и газоанализаторы, точность которых ежегодно проверяется независимыми организациями.
Потребности клиентов в индивидуальной настройке продукции растут. Например, пламегасители, используемые на морских платформах, требуют дополнительного слоя гальванизации, а те, что применяются на нефтеперерабатывающих заводах, должны быть оснащены устройствами сигнализации о перепаде давления. Производственная линия резервирует 10% гибкой производственной мощности для обеспечения быстрой корректировки процесса.
Отраслевая конкуренция постепенно смещается в сторону технологических инноваций. На некоторых предприятиях разработаны пламегасители с функцией самоочистки, удаляющие нагар посредством ультразвуковой вибрации; другие используют технологию 3D-печати для изготовления пламегасящих сердечников сложной структуры, повышая эффективность пламегасителя на 15%.
Производство пламегасителя подобно созданию щита для защиты жизней — он должен быть прочным и надежным, а также точно соответствовать потребностям. От одной металлической пластины до защитного барьера — это результат строгого контроля более чем 20 процессов. В следующий раз, когда вы будете проходить мимо этих серебристо-серых трубопроводов на химическом заводе, вы, возможно, подумаете об этих пламегасителях, работающих бесшумно. Благодаря их высокоточным конструкциям, измеряемым в миллиметрах,
Технические характеристики продукта
Модель |
Размер |
Газовая группа (IEC/NEC) |
6400 |
1”(DN25) ~ 40”(DN 1000) |
II A/D |
Материалы
Модель |
Случай |
Противопожарный барьер |
6400 Встроенный детонационный пламегаситель |
углеродистая сталь 304316L, сплав Hastelloy |
Сплав Hastelloy 304316L |
Где следует установить каждый элемент оборудования в полностью укомплектованном химическом цехе?
Для предотвращения избыточного физического давления в реакционном котле устанавливается разрывная мембрана.
• На выхлопной трубе реакционного котла установлен пламегаситель для предотвращения обратного распространения пламени.
• Если в реакционном котле существует риск взрыва пыли, можно установить беспламенное вентиляционное устройство для сброса давления и гашения пламени.
• На выходе из вентиляционного клапана резервуара для хранения растворителя в цехе установлен пламегаситель для предотвращения попадания внешних источников возгорания (таких как удары молнии) в резервуар.




